










選用當(dāng)然或人工時(shí)效及其震動(dòng)解決,均可一部分鋁零件加工毛胚的熱應(yīng)力。事先加工也是切實(shí)可行的加工工藝方式。對(duì)很大的毛胚,因?yàn)槿萘看?,故加工后變形也大。若事先加工掉毛胚的不要一部分,變小各一部分的容量,不但能夠降低之后工藝流程的加工變形,并且事先加工后置放一段時(shí)間,還能夠釋放出來一部分熱應(yīng)力。

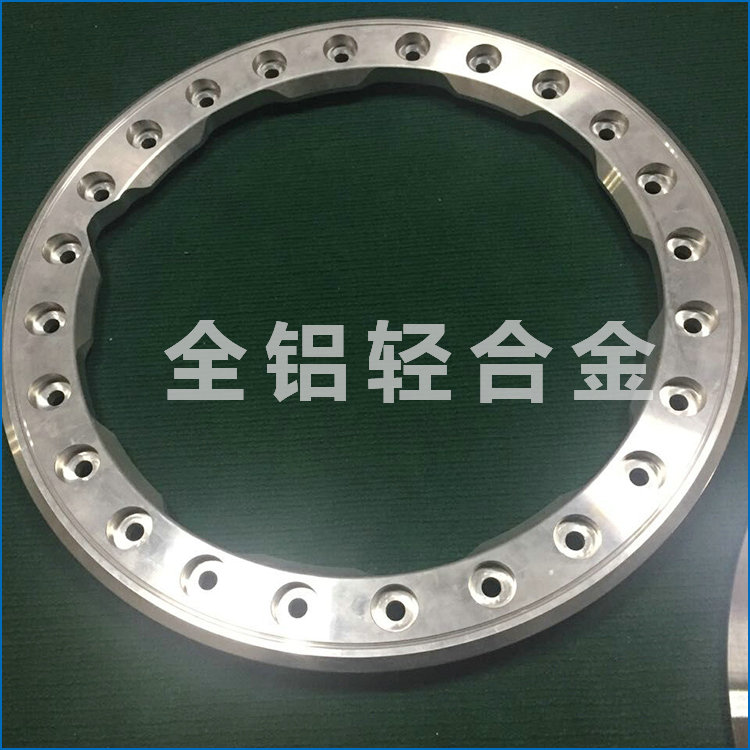
圖1
比如圖1所顯示為房梁零件,毛胚樣子如圖所示雙點(diǎn)劃線所顯示重60kg,而零件僅重3kg。若按圖上斜線所顯示一次性加工成型,平整度出現(xiàn)偏差的原因可達(dá)到14mm,若按圖上虛線開展預(yù)加工,當(dāng)然時(shí)效性一段時(shí)間后再加工成型為所須的零件,則平整度出現(xiàn)偏差的原因能夠減少到3毫米。

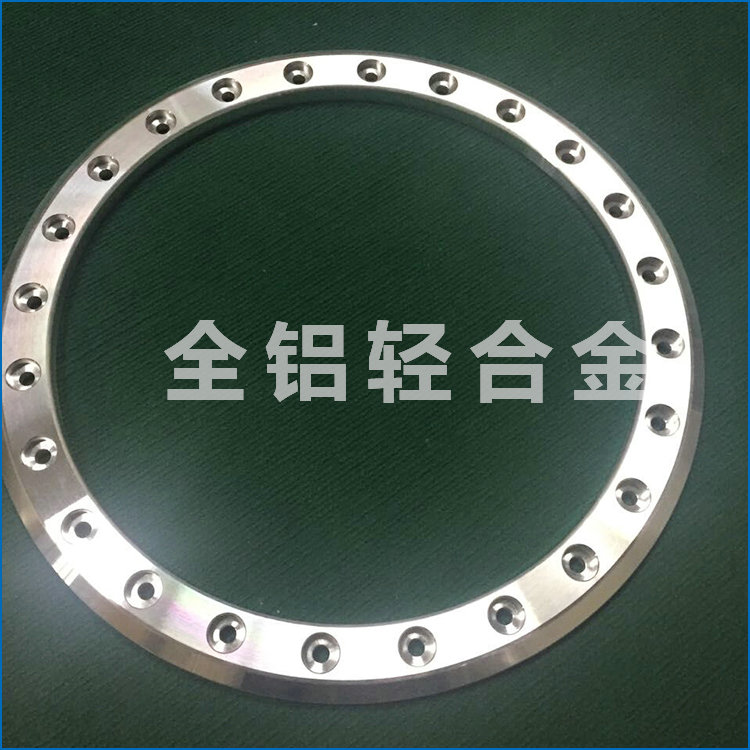
圖2
圖2為某型號(hào)規(guī)格穿蓋器零件,部分少薄厚僅為3毫米,加工前的毛胚薄厚為20毫米。能夠上加工管理中心用銷釘換壓的方式將零件立即加工到規(guī)格,可是從工作中臺(tái)子上取出來時(shí),零件底端兩邊會(huì)往上翹起來,導(dǎo)致規(guī)格比較嚴(yán)重偏差乃至損毀。

圖3
因此 在加工以前,先在毛胚上切一個(gè)地應(yīng)力釋放出來槽,如圖所示3虛線部位所顯示,再從工作中臺(tái)子上取下,當(dāng)然時(shí)效性1~1h,讓變形盡可能在這時(shí)所有產(chǎn)生。以后,提升一個(gè)銑工校直工藝流程將零件校直,則零件在事后加工中變形量會(huì)大幅地減少。