









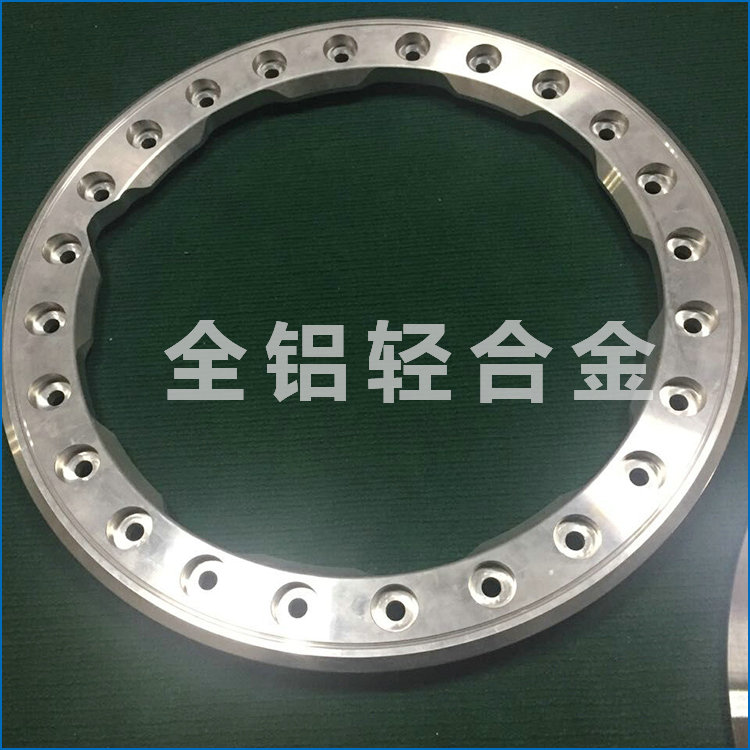

髙速切削時,因?yàn)榧庸と萘看蠹捌鋾r斷時續(xù)切削,因而切削全過程通常造成震動,危害加工精密度和粗糙度。因此 ,鋁零件加工數(shù)控機(jī)床髙速切削加工加工工藝全過程一般可分成:粗加工-半精加工-清角加工-精加工等工藝流程。針對精密度規(guī)定高的零件,有時候須開展二次半精加工,隨后再開展精加工。粗加工以后,零件能夠當(dāng)然制冷,粗加工造成的熱應(yīng)力,減少變形。粗加工以后留有的容量應(yīng)過變形量,一般為1~2毫米。精加工時,零件精加工表層要維持勻稱的加工容量,一般以0.2~0.5毫米為宜,使刀具在加工全過程中處在穩(wěn)定的情況,能夠大大減少切削變形,得到 優(yōu)良的表層加工品質(zhì),確保商品的精密度。
.jpg)