



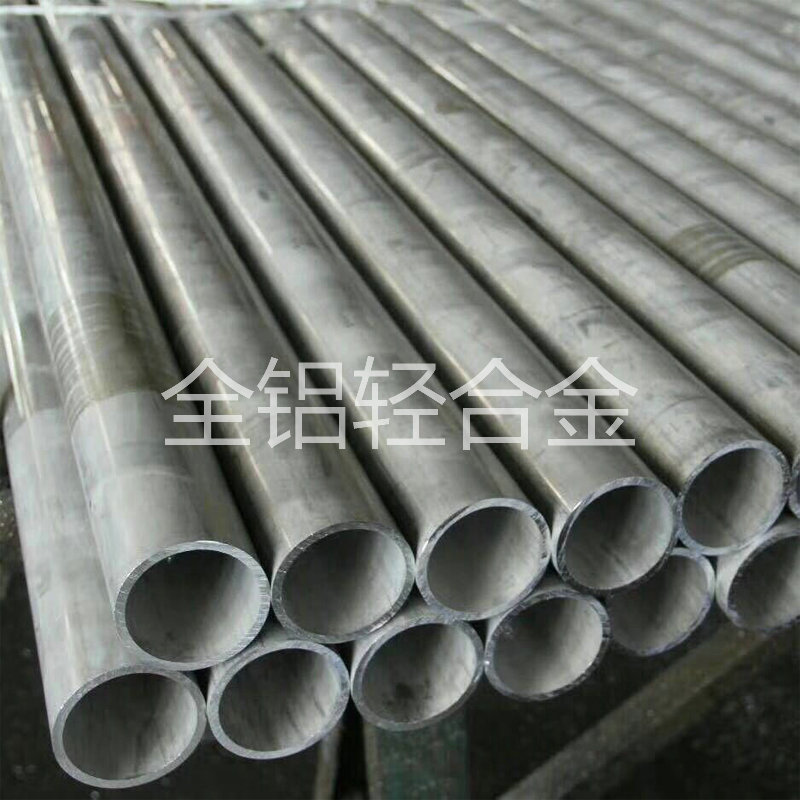







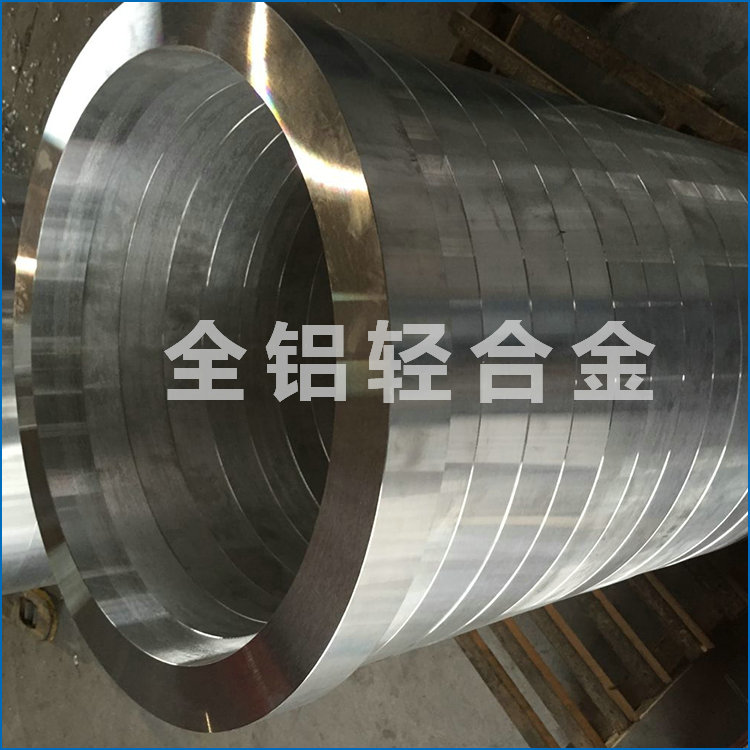
鋁管在我們?nèi)粘I钪腥諠u增多,其形狀也是呈多樣化的趨勢。鋁管生產(chǎn)時,在冷卻方式和條件下,鋁管正常出料后就會在冷床上進(jìn)行冷卻,過段時間后,會出現(xiàn)鋁管向空心部位或者壁部較厚的部位彎曲的現(xiàn)象,這樣冷卻后產(chǎn)生彎曲的過程,可以分成以下幾個階段:
1、鋁管壁薄部分溫度降的快,先產(chǎn)生收縮力,壁厚部分或空心管部分溫度降的慢,甚至是沒有收縮力。
2、壁薄部分截面積較小,產(chǎn)生的收縮力相對較小,或被牽引機(jī)牽引力。
3、鋁管離開牽引機(jī),溫度持續(xù)下降。
4、鋁管壁厚部分或空心管部分截面積大,壁厚或空心部分溫度下降,會逐漸產(chǎn)生較大收縮力,壁薄部分溫度已大幅度下降,不會再產(chǎn)生收縮力或收縮力較小。
5、鋁管截面部分受到的收縮力大小均勻,鋁管就會沿著擠壓方向往厚壁部分或空心管部分彎曲。
試驗(yàn)結(jié)果表面,局部冷卻的方式能夠調(diào)節(jié)鋁管出料后的冷卻平衡。其主要原因如下:
1、普通風(fēng)冷的條件,鋁管各部分與空氣接觸的換熱系數(shù)是均相等的,但因?yàn)楹癖诨蛐螤畈灰粯?,各個部分的散熱速度不一樣的,所以,厚壁部分和空心管的散熱速度都會比薄壁部分慢一些。
2、高壓空氣將水霧化,增加了水和鋁管接觸的表面積,同時破壞了水和高溫鋁管接觸時產(chǎn)生的蒸氣膜,提高了換熱效率。
3、采用局部高壓氣霧冷卻時,由于同時存在空氣和水兩種換熱介質(zhì),再加上水的換熱系數(shù)比空氣大,所以就能提高散熱速度。
4、高壓氣霧噴嘴是具有較強(qiáng)的方向性的,氣霧的夾角一般約為25°-30°,能夠?qū)崿F(xiàn)局部冷卻而不會影響到鋁管其它部位。
蘇州全鋁輕合金致力于生產(chǎn)鋁管鋁板,有著多年的生產(chǎn)技術(shù)與經(jīng)驗(yàn),歡迎廣大客戶前來咨詢和購買,了解更多相關(guān)訊息可在全鋁輕合金官網(wǎng)中查看,全鋁鋁業(yè)為您服務(wù)!
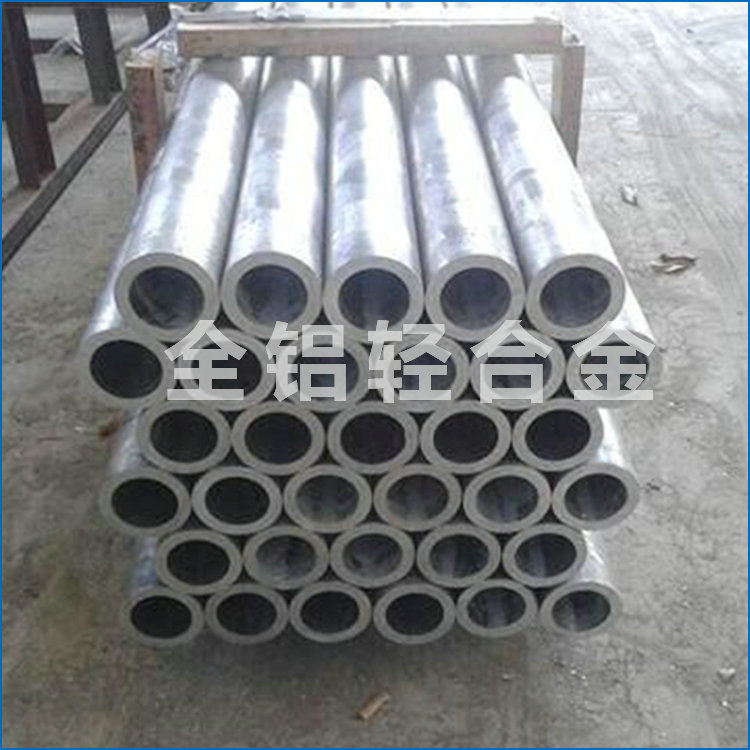
11(1).jpg "鋁管")